
نوسان در اکستروژن PVC | دلایل و راهکارها
به نوسان تغييرات سرعت اكسترودر در شرايطي كه تنظيمات دستگاه ثابت باشد، نوسان در جريان ميگويند كه مي تواند ناشي از عوامل مختلفي از جمله وجود مشكل در ناحيه انتقال جامد مارپيچ، بيثباتي مذاب، محدوديتهاي جريان و يا روش نادرست كنترل خط باشد. در اغلب موارد نوسان در جريان موجب كاهش سرعت توليد، افزايش ميزان ضايعات، افزايش مقدار مصرف مواد اوليه، تخريب مواد و در نهايت افزايش هزينههاي توليد ميشود. در شدت نوسانهاي كم،كاركنان براي به حداقل رساندن نوسان، مجبورند تنظيمات دستگاه را به نحوي انجام دهند كه ابعاد نهايي محصول حداقل مقدار مجاز باشد اما در شدت نوسانهاي زياد، افزايش شدت جريان منجر به بالا رفتن ابعاد محصول، رزين مصرفي و در نتيجه افزايش هزينه و كاهش سود ميشود. واضح است كه فرايندي با حداقل مصرف رزين و حداكثر ثبات بيشترين سودآوري را براي يك مجموعه توليدي به همراه خواهد داشت. از آنجا كه ابعاد سطح مقطع پروفيل توليدي در مرحله نصب و مونتاژ اهميت بسيار زيادي دارد، بنابراين نوسان در جريان كه ميتواند روي ابعاد پروفيل توليدي تاثير گذارد پارامتر بسيار مهمي محسوب ميشود كه حتي گاهي در شرايط بحراني ممكن است منجر به ضايعات شدن كل محصول توليدی نيز گردد.
افزايش هزينههاي توليد خطي كه نوسان زياد دارد ميتواند خيلي زياد باشد. در شرايطي كه نوسان قابل كنترل باشد و بتوان توليد كرد، هزينه ناپايداري جريان مواد ورودي به قالب ميتواند چيزي در حدود 5 تا 15 درصد به هزينهي پيويسي بيافزايد. افزايش هزينه رزين مصرفي به دليل ابعاد بزرگتر يا ضخامت بيش از مورد نياز محصول انكار ناپذير است. گاهي نوسان در فرايند موجب تخريب بیشتر مواد نيز ميشود. در اين حالت، ماهيت ناپايدار جريان در اطراف مارپيچ موجب باقي ماندن بخشي از مواد در نقاطي كه زمان اقامت طولانيتر دارند شده و احتمال تخريب رزين را افزايش ميدهند. اين مسئله براي پليمر پيويسي كه بالقوه نسبت به حرارت و برش حساستر است از اهميت بيشتري برخوردار ميباشد.
· مروري بر ريشههاي متداول نوسان فرايند
دلايل اصلي نوسان جريان دماي نامناسب و كنترل ضعيف دما ميباشد. به عنوان مثال، انتقال رزين جامد در ابتداي اكسترودر وابسته به تعادل ميان نيروهاي جلوبرنده در ديواره سيلندر، پرههاي هل دهنده و نيروهاي عقب برنده در سطح مارپيچ است. اين نيروها به طور كلي تابعي از طراحي كانال مارپيچ هستند كه خارج از اختيار توليد كننده ميباشند اما پارامتر تاثيرگذار ديگري به نام ضريب اصطكاك وجود دارد كه تابعي از دما، فشار و سرعت مواد ميباشد. به عبارت دیگر تغييرات دماي سيلندر و مارپيچ در ناحيه خوراكگيري به شدت بر عملكرد اكسترودر موثر هستند. اگر دماي سطوح بسيار متفاوت از دماهاي بهينه باشد، شاهد نوسان جريان و كاهش سرعت توليد خواهيم بود.
طراحي و عملكرد نادرست ناحيه مذاب مارپيچ نيز ميتواند موجب ناپايداري فرايند اكستروژن شود. به طور مثال ممكن است كامپاند جامد در ناحيه پايين دست جريان يعني پس از خروج مواد از اكسترودر و حتي در محصول نهايي ديده شود. اين مواد جامد ميتوانند باعث عدم يكنواختي مواد در ساير قسمتها شده و نوسان جريان يا نوسانات دورهاي دما ايجاد كنند. تغييرات دورهاي دماي خروجی نيز موجب نوسان جريان در ناحيه قالب ميشود.
قالب ابزار شكلدهي است كه سرعت آن مستقيماً توسط فشار بالا دستي يعني فشار داخل اكسترودر كنترل ميشود. بنابراين، اگر فشار ورودي به قالب ثابت نباشد، اين نوسان به قالب نيز منتقل خواهد شد و ابعاد محصول تغيير خواهد كرد. نرخ نوسان در قالب را ميتوان از روي نوسان فشار تخمين زد.
تحليل و عيبيابي فرايندي كه دچار نوسان است به ويژه در شرايطي كه مجبور به توليد باشيم سخت و پيچيده است. در اغلب موارد عمليات مربوط به پايين دست (پس از قالب) موجب سختتر شدن شرايط و تحليل فرايند نيز ميشود. به طور مثال اگر كشنده با سرعت ثابتي كار نكند نوسان جديدي در محصول و ابعاد آن ايجاد ميشود. قسمتهاي ساييده شدهي ماشينهاي غلطك (كلندرها) موجب نوسان فضاي ميان غلطكها شده بنابراين دبي مواد ثابت نخواهد بود كه اين مورد نيز باعث عدم ثبات ابعاد محصول نهايي خواهد شد. در صورتي كه مشكل نوسان در فرايند وجود دارد ابتدا بايد عملياتهاي پس از قالب را بررسي نمود. براي برطرف كردن مشكلات نوسان در سيستم تجهيزات تشخيصي خاصي وجود دارد كه شامل ابزارهاي اندازهگيري مارپيچ، دماسنج ليزري و تجهيزات لازم براي كاليبره كردن سنسورها ميشود. در ادامه به دو مورد از مهمترین دلایل ایجاد نوسان در سیستمهای تولید اشاره شده است:
· كنترل دماي مارپيچ و سيلندر
چيدمان نادرست دماي فرايند، كنترل ضعيف دما و استفاده از تجهيزات كنترل دماي نادرست از مهمترين دلايل نوسان در جريان ميباشند. همانگونه كه پيش از اين گفته شد، دماي سطوح فلزي در ناحيهي انتقال جامد براي هر كاربرد باید در محدودهي خاصي باشد، اين محدودهي دمايي به نوع رزين، طراحي تجهيز، محل قرارگيري سنسور دما و سرعت بستگي دارد. محل قرارگيري ترموكوپل روي اكسترودرها استاندارد خاصي ندارد و ميتواند در موقعيتهاي محوري متفاوت و يا در عمقهاي مختلفي قرار گرفته باشند. به دليل همين تفاوتهاي اكسترودرها و فرايندها، بهينهي دماي سيلندر بايد روي هر ماشين و بسته به نوع محصول نهايي اندازهگيري شود.
يكي ديگر از دلايل ايجاد نوسان در جريان عملكرد نادرست تجهيزات است. به طور مثال، خوراكگير اكسترودر معمولاً با آب به نحوي خنك ميشود كه دماي جداره خارجي روكش كمتر از 50 درجه سانتيگراد باشد. اگر جريان آب خنككننده قطع شود يا سرعت جريان آب به قدر كافي نباشد، دماي جداره داخلي به حدي افزايش مييابد كه حركت مواد جامد در داخل ماشين قطع ميشود. یعنی مواد سریع خمیر شده و رو به جلو حرکت نمیکنند. در اين حالت مرحله محدود كننده فرايند، مرحله انتقال رزين جامد خواهد بود در حاليكه بايد مرحله سنجش تعيين كننده باشد. بنابراين، سرعت تولید كاهش و احتمال ايجاد نوسان در سيستم افزايش خواهد يافت. از طرف ديگر، دماي بالاي ورودي خوراكگير ممكن است باعث پل زدن مواد در ورودي خوراكگير شود كه ميتواند موجب قطع كامل ورود مواد شود.
راه کار 1: خنککاری نواحی سیلندر توسط آب
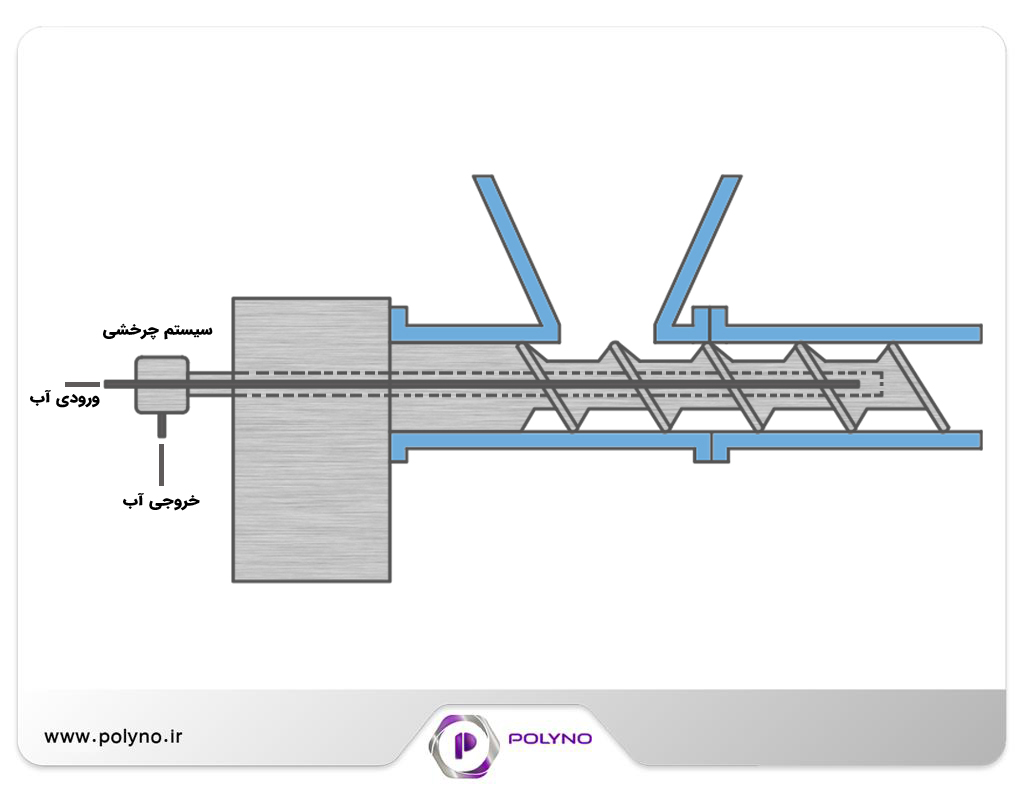
اگر دماي مارپيچ در ناحيه انتقال جامد نيز بسيار بالا رود، باز هم نوسان جريان ايجاد خواهد شد. به طور كلي، دماي مارپيچ در اين ناحيه بايد از دماي انتقال شيشهاي ميكس يا رزين كمتر باشد. دماي ناحيهي خوراكگيري براي مارپيچهاي با قطر كم عملاً آنقدر زياد نميشود كه همواره نياز به خنككاري داشته باشند اما مارپيچهايي با قطر 150 ميليمتر و بيشتر لزوماً نياز به خنككاري دارند. برای کاهش دمای مارپیچ در این گونه موارد میتوان از یک جریان آب درون مارپیچ استفاده نمود. طرح اولیه لولهکشی و سیستم چرخش آب در شکل زیر نشان داده شده است.
در این فرایند طول حفره خنککننده و سرعت جریان آب دو پارامتر تاثیرگذار برای ثابت نگه داشتن دمای مارپیچ در محدودهی مورد نظر هستند. به طور کلی، حفره خنککننده تا انتهای ناحیهی خوراکگیری ادامه میدهند تا دمای این ناحیه توسط دو پارامتر یعنی حرارت از طریق المنتها و خنک شوندگی از طریق آب در حال چرخش درون مارپیچ کاملاً تحت کنترل باشد. در صورت استفاده از این نوع سیستم باید به نوع نگهداری آن، مسائلی از قبیل نحوه چرخش آب، جلوگیری از رسوب آب، تمیزکاری و... به دقت توجه نمود.
راه کار 2: خنککاری سیلندر توسط هوا
گرمایش و سرمایش نواحی مختلف سیلندر توسط ماژولهایی (قسمتهایی) با گرمکنهای برقی و یا خنککنهای آبی یا هوایی انجام میشود. پس از نصب هیترها یا کولرها بر ماژولها، این ماژولها روی دیواره خارجی سیلندر نصب میشوند. خنککاری به کمک آب میتواند انرژی بیشتری از فرایند را خارج کند و برای اکسترودرهایی با قطر بیشتر از 150 میلیمتر که نیاز به خنککاری بیشتری دارند کاملاً مناسب هستند. خنککاری بیشتر یا خنککاری زیاد به حالتی گفته میشود که آب حداقل در 10% زمان تولید در ماژولها جریان داشته باشد. در صورتی که این مقدار خنککاری زیاد باشد و موجب افت شدید دما در فرایند شود نباید از این روش استفاده کرد، زیرا خود باعث ایجاد نوسان در سیستم میشود. در این حالت بهتر است از روش خنککاری به کمک هوا استفاده نمود که نسبت به آب از توانایی کمتری برای خروج حرارت از سیستم برخوردار است. این سیستمها نه تنها ارزانتر هستند بلکه نسبت به سیستمهای آبی نگهداری سادهتر و کم هزینهتری نیز دارند.
· انسداد جریان توسط ذرات جامد
تکههای پلیمر جامد یا بخشهایی از میکس که در طی فرایند به خوبی ذوب نشدهاند میتوانند مسیر جریان را مسدود کنند. در این صورت دو مشکل عمده در سیستم وجود دارد. مشکل اول باعث تکه تکه شدن جامد متراکم شده و این تکههای کوچکتر را به درون کانال مارپیچ هدایت میکند. مشکل دوم ایجاد محدودیت در کانال مارپیچ است که به دلیل گیر افتادن تکههای کوچکتر و تجمع آنها در کانال پیش میآید. با ایجاد شدن محدودیت در کانال فشار موضعی قبل و بعد از ذرات جامد به ترتیب افزایش و کاهش مییابد. با کاهش فشار در پایین دست جریان (بعد از تجمع ذرات) فشار و سرعت خروجی اکسترودر نیز کاهش مییابد. افزایش فشار موضعی که قبل از تجمع ذرات ایجاد میشود باعث افزایش سرعت ذوب شوندگی مواد شده و موقتاً ذرات جامد تجمع یافته را از بین میبرد. وقتی این ذرات که جلوی جریان را گرفتهاند از میان میروند، سرعت جریان تا زمانی که تجمع مواد بعدی تشکیل شود به حالت عادی برمیگردد. تکرار این شرایط که دائماً ناحیهای از کانال مارپیچ با مواد جامد گرفته و محدودیت جریان ایجاد میکند و سپس مسیر باز میشود، باعث ایجاد نوسان دورهای در جریان میگردد.
برای رفع این مشکل باید دلیل اصلی این مسئله یعنی عدم ذوب شدن مواد بررسی گردد که علاوه بر مسائل مربوط به کنترل دمایی که پیش از این ذکر شد، میتواند ناشی از گشاد شدن سیلندر مارپیچ، ساییدگی ماردون در بعضی مناطق و ... نیز باشد.

