بررسی کمک فرآیند پی وی سی | گریدهای متداول
گسترش تولید محصولات پی وی سی و افزایش تنوع این ترموپلاستیک پر کاربرد سبب شده تا افزودنیهای تخصصی تری برای آن توسعه یابد. از جمله افزودنیهای مهمی که بخصوص در صنعت تولید پی وی سی سخت، صنعت تولید فیلم و و همچنین تولید فوم پی وی سی اهمیت دارد، کمک فرآیند میباشد. کمک فرآیند پی وی سی بر روی استحکام مذاب، جریان پذیری، افزایش پخت، افزایش ظاهر محصول و همچنین یکنواخت شدن فوم (در مورد محصولات فومیزه) موثر میباشد. عمده کمک فرآیندهای موجود در بازار از نوع آکریلیک و در مواردی از نوع پلیمر استایرن اکریلو نیتریل هستند. در این مقاله به بررسی انواع کمک فرآیند و تاثیر آن بر فرمولاسیون پی وی سی پرداخته شده و از تحقیقات انجام شده توسط شرکتهای بزرگی چون Arkema، DOW،LGChem،Kaneka،Indofil و Akdenizchemson استفاده شده و همچنین اطلاعات فنی برندهای چینی متداول در بازار از جمله برند shandong donglin و برند RIKE را مورد بررسی قرار میدهیم.
در این مقاله به بررسی موارد ذیل پرداخته میشود.
-کمک فرآیند پی وی سی چیست و انواع آن؟
-انوع کمک فرآیند اکریلیک
-کمک فرآیند عمومی با وزن مولکولی متوسط
-کمک فرآیند/روان کننده
-کمک فرآیند با وزن مولکولی بالا
-کمک فرآیند جهت تولید فوم
-اثر کمک فرآیند در فرآیندهای مختلف تولید پی وی سی
کمک فرآیند پی وی سی چیست و انواع آن
کمک فرآیندها در واقع پلیمرهایی هستند که سازگاری خوبی با پی وی سی داشته و سبب بهبود فرآیند پخت پی وی سی میشوند. این مواد تنش اعمال شده به پی وی سی را افزایش داده و در نتیجه زمان پخت یا فیوژن پی وی سی را کاهش داده و در واقع امکان تولید پی وی سی در دمای پایین تری را فراهم میکند. این مواد سبب بهبود خواص مکانیکی، براقیت سطح محصول شده و خروجی تولید را افزایش میدهد. بسته به نوع پایه پلیمری کمک فرآیند و وزن مولکولی آن خواص متفاوتی تحت تاثیر خواهد بود. مهم ترین کمک فرآیندهای پی وی سی از نوع آکریلیک هستند و در مواردی کمک فرآیند پایه استایرن اکریلونیتریل نیز استفاده میشوند. در جدول زیر مهم ترین کمک فرآیندهای پی وی سی معرفی شده است.
|
نوع کمک فرآیند |
|
کمک فرآیند اکریلات و متاکریلات |
|
کمک فرآیند استایرن/اکریلونیتریل یا SAN |
|
کمک فرآیند پلی الفا-متیل استایرن یا PAMS |
|
کمک فرآیند اکریلونتیریل/بوتادی ان/استایرن یا ABS |
|
کمک فرآیند کو پلیمر استایرن/متاکریلات |
کمک فرآیند آکریلیک
کمک فرآیندهای آکریلیک مهم ترین افزودنی کمک فرآیند تولید شده توسط برندهای مختلف بوده و در بازار نیز به شکل رایج تری مورد استفاده قرار میگیرند. این دسته از مواد از جمله افزودنیهای پی وی سی با تکنولوژی رو به رشد هستند. این کمک فرآیندها بر اساس نوع و ساختاری که دارند اثرات متفاوتی در فرمولاسیون دارند .این مواد بر اساس وزن مولکولی به چهار گروه اصلی تقسیم بندی میشوند.
1-کمک فرآیند با وزن مولکولی پایین که با نام کمک فرآیند روان کننده نیز شناخته میشود.
2-کمک فرآیند با وزن مولکولی متوسط که با نام کمک فرآیند عمومی نیز شناخته میشود.
3-کمک فرآیند با وزن مولکولی بالا
4-کمک فرآیند با وزن مولکولی بسیار بالا
در جدول زیر گریدهای متداول موجود در بازار را بر اساس دسته بندی ذکر شده تقسیم بندی کرده ایم. در ادامه به بررسی هر کدام از کمک فرآیندهای ذکر شده، خواص و کاربردهای آن پرداخته میشود.
|
نام برند |
کمک فرآیند/روان کننده |
کمک فرآیند عمومی |
کمک فرآیند وزن مولکولی بالا |
کمک فرآیند وزن مولکولی بسیاربالا |
|
برند LGChem |
|
PA912 |
PA932 |
|
|
برند DOW |
K175 |
K120 |
K-400P |
K-435 |
|
برند Arkema |
|
P550 |
|
|
|
برند Akdenizchemson |
PRO30 PRO50 |
PRO40 |
PRO45 |
|
|
برند Mitsubishi Chemical |
P-700 |
P-551A |
P-530A P-533J |
|
|
برند Kaneka |
PA121و PA131 و PA151 و PA161 |
PA210 PA3FK PA211 |
PA310 PA10F |
PA30F PA610 PA630 PA650 |
|
برند Rike |
HL175 |
HL220N
|
HL123 HL82 |
HL932 HL901 HL200 |
|
برند Shandong donglin |
DL101 |
DL120N DL125 |
DL530 |
DL698 |
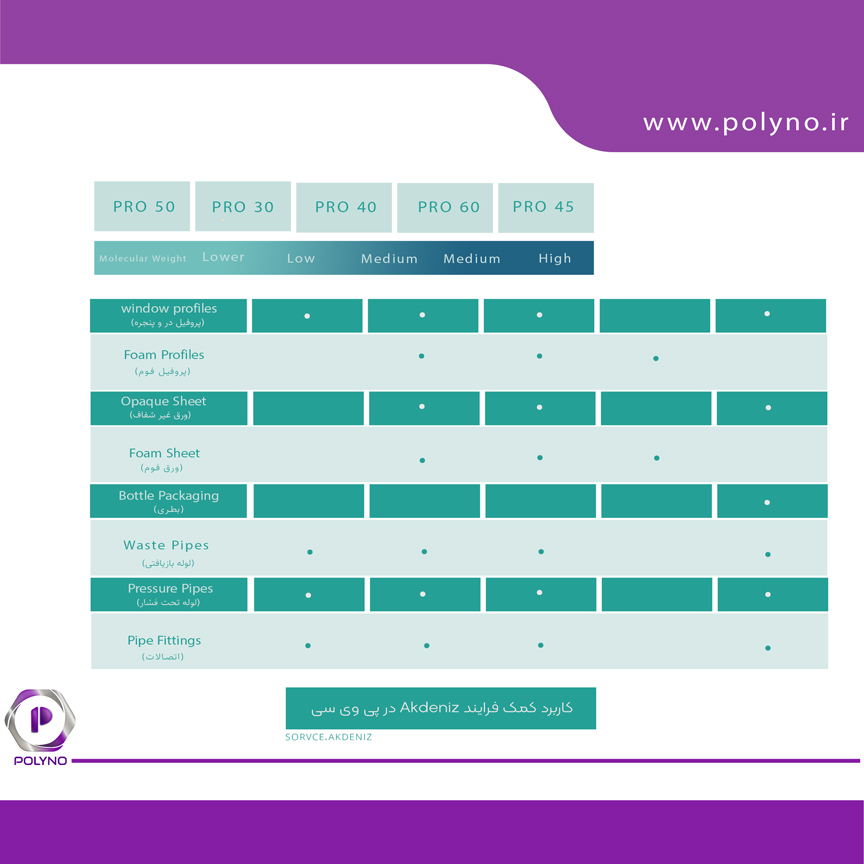
در شکل زیر تقسیم بندی انواع کمک فرآیند akdenizchemson بر اساس کاربرد آن نشان داده شده است.
کمک فرآیند آکریلیک با وزن مولکولی متوسط (general acrylic processing aids)
این نوع کمک فرآیندها از متداول ترین و پرکاربرد ترین نوع کمک فرآیند پی وی سی هستند. این افزودنی در اغلب محصولات پی وی سی سخت، نیمه سخت و... کاربرد دارد. ویسکوزیته ذاتی کمک فرآیند گرید عمومی در محدود 4 تا 5 قرار میگیرد. این ماده در محدوده 0.7 تا 2 phr در فرمولاسیون استفاده شده و از کاربردهای آن میتوان به تولید انواع لوله، پروفیل، اتصالات، پانل، ورق و...اشاره کرد.
اثر کمک فرآیند با وزن مولکولی متوسط در پی وی سی
فیوژن یا پخت سریع تر
خروجی سریع تر
افزایش براقیت
بهبود خواص مکانیکی محصول
کمک فرآیند آکریلیک با وزن مولکولی پایین (Lubricating processing aid)
کمک فرآیندهای اکریلیک با وزن مولکولی پایین به نام کمک فرآیند/روان کننده نیز معروف میباشند. این کمک فرآیند دارای ویسکوزیته ذاتی در محدوده 1 میباشد. این نوع مواد هم به عنوان یک کمک فرآیند عمل کرده و پخت پی وی سی را بهبود میدهند و هم به عنوان یک روان کننده خارجی عمل کرده و از چسبیدن پی وی سی به سطح داغ قالب جلوگیری میکنند. این نوع کمک فرآیند در محدوده 0.5 تا 2.5 phr در انواع ورق شفاف، فیلم شفاف، لوله و پروفیل، فوم پی وی سی، بطری و ... مورد استفاده قرار میگیرند.
اثر کمک فرآیند/روان کننده آکریلیک در پی وی سی
خواص خوب رهاکننده قالب بدون لعاب-دهی
افزایش شفافیت و براقیت محصول
کمک فرآیند با وزن مولکلی بالا (foaming regulators)
این کمک فرآیند دارای وزن مولکلولی بالایی بوده و ویسکوزیته ذاتی آنها در محدوده 11 تا 14 قرار دارد. این مواد بیشتر در فوم پی وی سی استفاده شده و به همین دلیل به کمک فرآیند فوم نیز معروف هستند. این افزودنیها عمدتا در دوز مصرف بالا و در محدود 7 تا 14 phr استفاده شده و عمده مصرف آنها در ورق فومیزه، زیره کفش، چرم مصنوعی و...میباشد.
اثر کمک فرآیند وزن مولکولی بالا در پی وی سی
-افزایش استحکام مذاب و الاستیسته مذاب
بهبود فیوژن پی وی سی
ایجاد حباب یکنواخت و جلوگیری از ترکیدن حباب
ایجاد سطح صاف و یکنواخت تر در محصول نهایی
اثر کمک فرآیند در فرآیندهای مختلف تولید پی وی سی
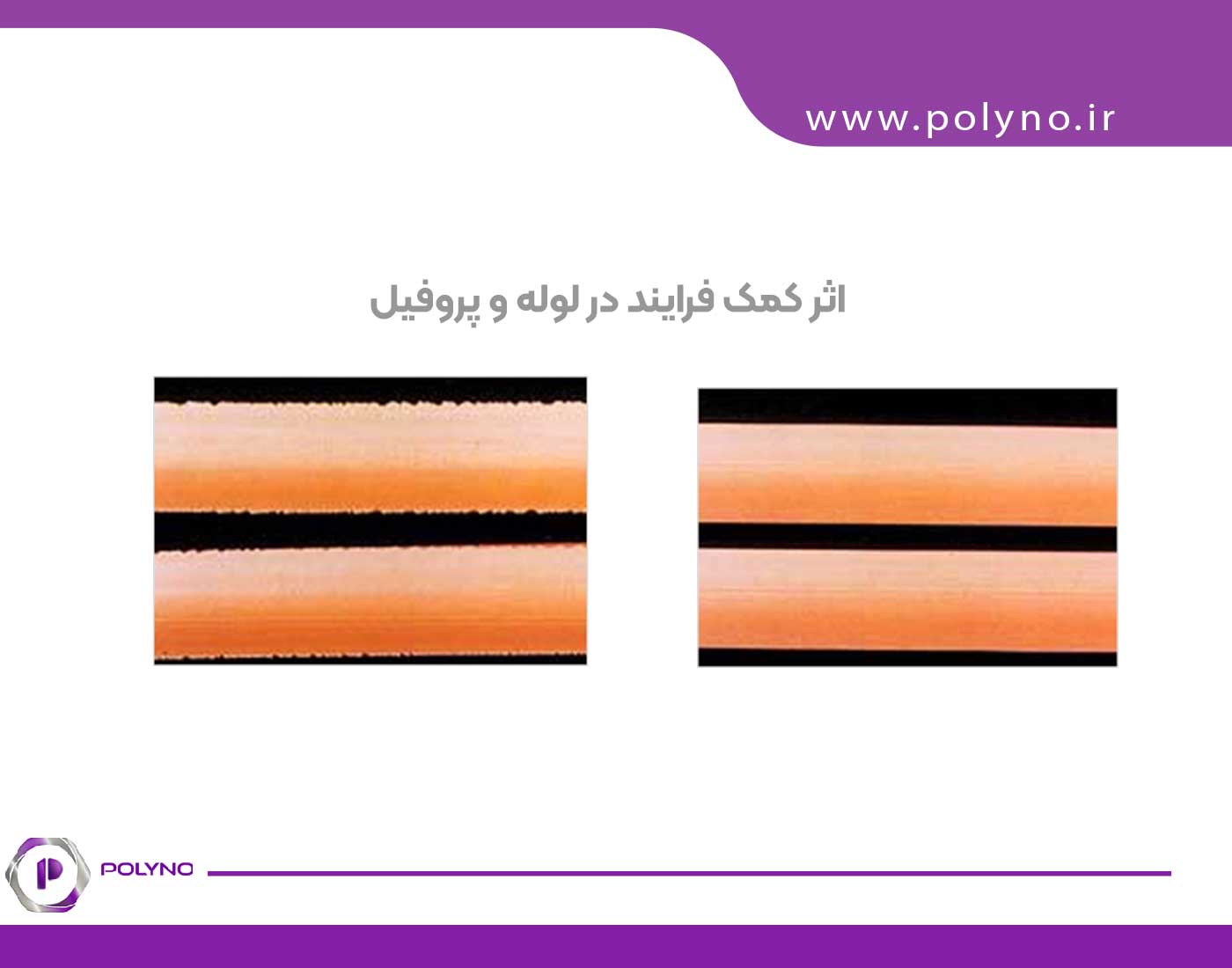
کمک فرآیند پی وی سی در فرآیند اکستروژن
در این شیوه فرآیندی از مواد اصلاحکننده فرآیندپذیری که دارای وزن مولکولی اندک تا متوسط میباشند، استفاده می شود. در این مورد، میزان مصرف بین ۱-۵ درصد متغیر است. در ساخت انواع لوله، اصلاحکننده PMMA برای دستیابی به براقی بسیار و جلوگیری از شکست مذاب به کار میرود.
به طور کلی در فرآیند اکستروژن، آمیزه اصلاح شده پی وی سی نسبت به آمیزه اصلاحنشده، از برتری هایی به شرح زیر برخوردار است:
- جریان بهتر مواد در قیف
- سیلان سریعتر مذاب
- افزایش یکنواختی مذاب
- استفاده دلخواه از دیگر افزودنیها
- درجه حرارت کمتر فرآیند
- افزایش بازدهی
- دست یافتن به سطح اکسترودر شده صافتر و براقتر
- افزایش استحکام مکانیکی فرآورده نهایی- به دلیل فزونی همگنی مذاب
در شکل زیر اثر کمک فرآیند در تولید لوله و پروفیل پی وی سی نشان داده شده است.
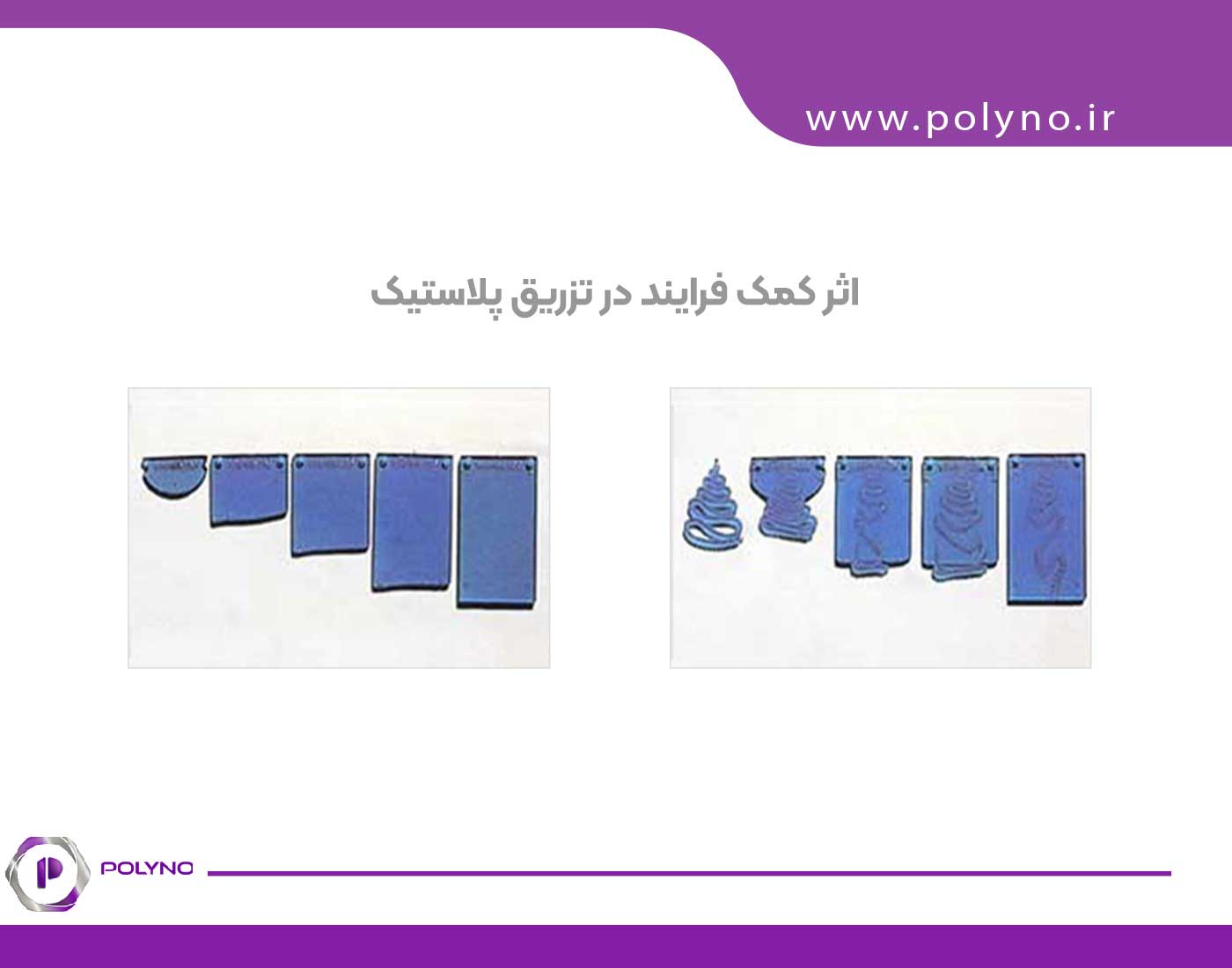
کمک فرآیند پی وی سی در فرآيند قالبگيرى تزريقي
ميزان مصرف مواد كمك دهنده فرآيند در قالبگيري تزريقي، به طور معمول بين ١-٣ درصد نوسان است. اين مواد، ويژگي هاي برشمرده آتي را در آميزه بهبود مى بخشند:
- امكان استفاده از پي وي سي با عدد k بالاتر كه خواص مكانيكي را افزايش مي دهد.
- جریان راحت تر مواد در قیف خوراک دهی
- در برخي فرآورده ها، گرانروي مذاب كاهش مي دهد.
- همگني بيشتر در جريان مذاب را تأمين مي سازد.
- سبب افزايش بيشتر سرعت تزريق مي گردد.
- سطح را هموار و براق مي كند.
- به استحكام مكانيكي مي افزايد.
در شکل زیر اثر کمک فرآیند در تزریق پلاستیک پی وی سی نشان داده شده است.
کمک فرآیند پی وی سی در فرآيند كلندرينگ
كمك دهنده هاي PMMA در اين روش فرآيندي، بر همگني مذاب مي افزايند و با بهيود رفتار و ويژگي هاي ماده مذاب، ضمن افزايش سرعت حركت غلتك ها، موجب براقي بيشتر محصول مي گردند.
به طور معمول در كلندرينگ، از كمك دهنده ها PMMA كه داراي وزن مولكولي متوسط مي باشند، استفاده مي شود؛ اما در صورتي كه شفافيت در محصول مورد نظر نباشد، كوپليمرها استايرن/متاكريلات به كار مي روند. در صورت استفاده از مواد ياد شده، ويژگي هايي كه در پي مي آيد، بهبود خواهند يافت:
- سرعت بيشتر كلندرينگ
- افزايش همگني در مذاب
- جدا شدن آسان از غلتك ها
- افزایش براقیت سطح
- بهبود رفتار ماده در فرآيند شكل دهي حرارتي
- بهبود شکل پذیری قطعه در ترموفرمینگ
در شکل زیر اثر کمک فرآیند در تولید ورق با روش کلندرینگ نمایش داده شده است.

کمک فرآیند پی وی سی در فرآيند قالبگيري دمشي
در توليد قطعات توخالي مانند بطري، همگني كامل سيلان مذاب ضرورت دارد. كنترل ميزان تورم داي پس از عبور از كلگي دستگاه در اين نوع فرآورده ها، با استفاده از مواد كمك دهنده فرآيندي كه داراي وزن مولكولي متوسط و زياد هستند، انجام مي گيرد. ميزان مصرف كمك دهنده هاي فرآيند در قالب گيري دمشي بين ٠.٥ تا ٣ درصد متغير است.
كمك دهنده هاي فرآيند PMMA سبب بهبود ويژگي ها در قالب گيري دمشي به شرح زير مي باشد:
- جريان بهتر مواد در قيف
- بهبود فرآیند میکس
- يكنواختي بيشتر در مذاب
- افزايش براقي در سطح
- نوسان ضخامت کمتر
- بهينه شدن ميزان تورم پس از عبور مواد از داي
- بهبود چاپ پذیری قطعه
کمک فرآیند پی وی سی در ترموفرمینگ
با افزایش 1-3 دزصد مواد کمک فرایند، خواص شکل گیزی حرارتی به میزان قابل توجه تقویت می شود. در کاربردهای ویژه، بیش از 5 درصد از این مواد مورد استفاده قرار می گیرد. به عنوان مثال با مصرف 5 درصد کمک دهنده P.M.M.A در آمیزه های کلندری خواص مکانیکی بهبود می یابد( درصورتی که بهبود استحکام کششی موردنظر باشد و یا هدف بهبود ویژگی ازدیاد طول باشد،این ویژگی ها به ترتیب تا 30 درصد و 50 درصد بهبود خواهند یافت).
در فرایند شکل دهی حرارتی، ویژگی های فیلم های تولید شده به کمک آمیزه های حاوی مواد کمک فرایند به شکل زیر بهبود می یابد:
- ازدیاد براقی سطح
- پخش نور کمتر،شفافیت بیشتر
- محدوده فرآیند گسترده تر
- افزایش عمق مکش زمان وکیوم
- افزایش یکنواختی ضخامت دیواره ها
- کاهش میزان پارگی
کمک فرآیند پی وی سی در تولید فوم
کمک دهنده های PMMA به طور معمول به مقدار5-12 در آمیزه اسفنج پی وی سی کاربرد دارند و بهبود خواص را به شرح آتی تامین می کنند
- پخش بهتر حباب های هوا
- یکنواختی بیشتر ساختار سلول ها
- کمک به کاهش دانسیته و سبک شدن فوم تا 30 درصد
- بهبود براقیت محصول
- بهبود خواص مکانیکی
در شکل زیر اثر کمک فرآیند در تولید فوم پی وی سی نشان داده شده است.

خلاصه و نتیجه گیری در مورد کمک فرآیند پی وی سی
کمک فرآیند سبب بهبود پخت پی وی سی شده و سبب راحت تر شدن فرآیند و بهبود برخی خواص در محصول نهایی میشود. مواد مختلفی به عنوان کمک فرآیند پی وی سی معرفی شده اند در میان آنها کمک فرآیندهای آکریلیک تجاری تر هستند. کمک فرآیندهای آکریلیک به سه دسته عمده وزن مولکولی پایین- وزن مولکولی متوسط و وزن مولکولی بالا تقسیم بندی میشوند. کمک فرآیند در انواع محصولات پی وی سی سخت- پی وی سی نرم- و فومهای پی وی وسی کاربرد دارد.گریدهای مهم در بازر جهانی گرید K120ND و K1750 از برند DOW میباشند. از جمله گریدهای مطرح در بازار ایران PA912 کمک فرآیند PA932- کمک فرآیند PA950 ، کمک فرآیندهایی از شرکت ارکما با گرید P550،آکدنیز با گرید PRO40، گرید DL101،DL530 و DL698 از برند shandong donglin و گرید HL220 از برند RIKE هستند. علاوه بر وزن مولکلوی توزیع وزن مولکولی نیز در خواص کمک فرآیند متفاوت است در نتیجه دو گرید متفاوت با وزن مولکلولی متوسط ممکن است خواصی متفاوت داشته باشند.