عیب یابی تولید پلاستیک| پیش نیازها
قبل از کار روی یک مشکل خاص، یک سری از موارد باید در نظر گرفته شوند. شناسایی سریع و با دقت یک به منظور کاهش زمان خواب دستگاه یا تولید محصول باکیفیت از اهمیت بالایی برخوردار است. داشتن تجهیزات خوب و دانش فرایند تولید دو پیشنیاز مهم و موثر در عیبیابی میباشند. برای کنترل فرایند تجهیزات بسیار مهم هستند اما مسلماً در فرایند عیبیابی تاثیر بیشتری دارند. حتی در شرایطی که فرایندکار به کل فرایند مسلط باشد، بدون تجهیزات خوب در بهترین حالت فرایند عیبیابی تنها یک بازی حدس و خطا است. بنابراین، در صورت نبود تجهیزات گاهی یک مشکل یا حل نشده میماند یا هزینه زیادی ایجاد میکند.
پیششرطهای مهم یک فرایند عیبیابی موثر عبارتند از:
· تجهیزات خوب
· درک درست از فرایند تولید
· جمعآوری و تحلیل دادههای گذشته
· تشکیل گروه عیبیابی
· اطلاعات کافی از شرایط دستگاه
· اطلاعات کافی از مواد
1-1 تجهیزات
اتنها داشتن تجهیزات فراوان بر روی دستگاه تولید کافی نیست؛ باید از صحت عملکرد سنسورها و نمایشگرها اطمینان حاصل کرد. به طور مثال، اگر یکی از نواحی حرارتی، دمایی بسیار بالا یا پاین نشان دهد، باید از صحت آن دما مطمئن شویم. تجهیزات اندازهگیری کننده باید به درستی کالیبره شوند و توانایی اندازهگیری نوسانات را داشته باشند. در علم کنترل فرایند آماری (SPC)، روشهای خاصی برای تعیین سطح توانایی تجهیزات اندازهگیری وجود دارد.
1-2 درک درست از فرایند تولید
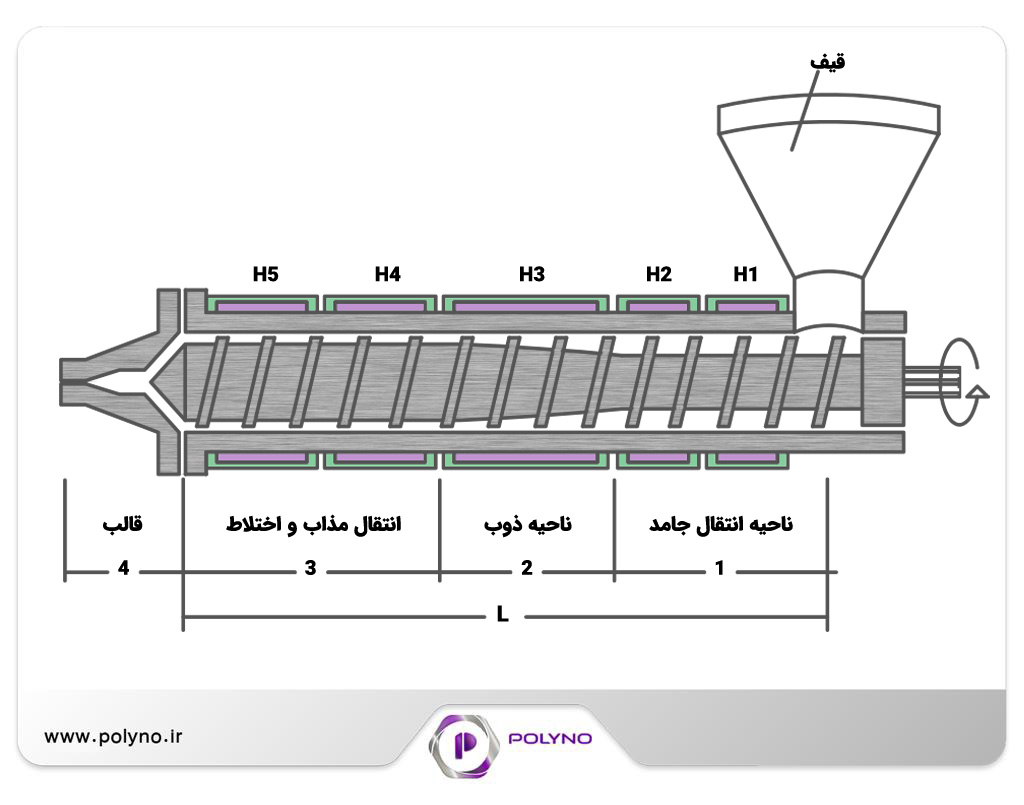
تجهیزات تولیدی اغلب گران قیمت هستند و صدمه دیدن تنها یک بخش از آن میتواند چند ده برابر هزینه آموزش تخصصی آن دستگاه باشد. بنابراین توصیه میشود قبل از کار با ماشین آلات حتما از مطالب آموزشی و مشاوره تخصصی در این مورد استفاده نمایید. در سایت پلینو اطلاعات تخصصی در مورد نحوه کار با تجهیزات تولید از جمله اکستروژن، کلندر، تزریق پلاستیک و... قرار داده شده است. همچنین با شرکت در سمینارهای تخصصی پلینو میتوانید اطلاعات تخصصی خود را هم در مورد مواد اولیه و هم ماشین آلات افزایش دهید.نواحی اصلی عملکردی یک اکسترودر در شکل زیر نشان داده شده است.
1 جمع آوری و تحلیل داده های گذشته (نوار زمان)
برای پاسخ دادن به این سوال که چرا فرایند درست کار نمیکند، باید بتوانیم شرایط فرایندی کنونی را با شرایط گذشته یعنی زمانی که مشکل وجود نداشت، مقایسه کنیم که به آن ساخت نوار زمان میگویند. دادههایی که باید جمع آوری شوند تنها شامل اطلاعات فرایندی از اکسترودر مانند دماها، فشارها، بار موتور، سرعت خط، ابعاد سیلندر، ابعاد ماردون و... نمی شود بلکه باید اطلاعات مواد مانند هر گونه تغییراتی که ممکن است فرایند را تحت تاثیر قرار دهد هم جمع آوری گردد. تغییرات فرایند تنها در اثر نوسان شرایط فرایندی ماشین اتفاق نمیافتد بلکه تغییرات و نوسانات مواد نیز بسیار موثر هستند. به طور مثال، بدون تغییر شرایط فرایندی و تنظیمات ماشین، تغییر مقدار و یا نوع پایدارکننده حرارتی می تواند مشکل تخریب را ایجاد کند
نوار زمان بر اساس این حقیقت که فرایند در دورهی زمانی مشخصی به درستی کار کرده است، بنا شده است. بنابراین باید یک تغییر قابل شناسایی یا تغییری که فرایند را ناگهانی دچار مشکل کرده است، وجود داشته باشد. هدف شناسایی این تغییرات و تصحیح آنها است که در نهایت موجب بازگشت فرایند به حالت کنترل شده میشود. ساخت فرایند نوار زمان باید از دورهای آغاز شود که فرایند پایدار باشد و گاهی در شرایطی پایان مییابد که مشکلی در فرایند ملاحظه میشود. تمام شرایط حتی بیارتباطترین موارد با فرایند باید در نوار زمان لیست شوند. نوار زمان پس از تکمیل، ابزار مفیدی برای شناسایی مشکل ایجاد شده در فرایند خواهد بود.
باید در نظر داشت که همهی اتفاقات بلافاصله مشکل آفرین نیستند. در بعضی از موارد قبل از اینکه مشکل قابل توجه شود، یک دوره کمون و نهفته وجود دارد که مسلماً فرایند عیبیابی را پیچیده میکند؛ در نظر داشتن این نکته و اجتناب از نتیجهگیری سریع بسیار مهم است. جالب است بدانید موردی مشاهده شده که خوردگی شدید یک خط اکستروژن در نتیجهی مشکلی بوده که چهار ماه پیش اتفاق افتاده است. ساییدگی تا حدود چهار ماه بعد که یک خوراکگیر جدید نصب شد، قابل توجه نبوده اما ناگهان پس از نصب خوراکگیر جدید مارپیچ پس از 48 ساعت دچار ساییدگی شدید شده است.
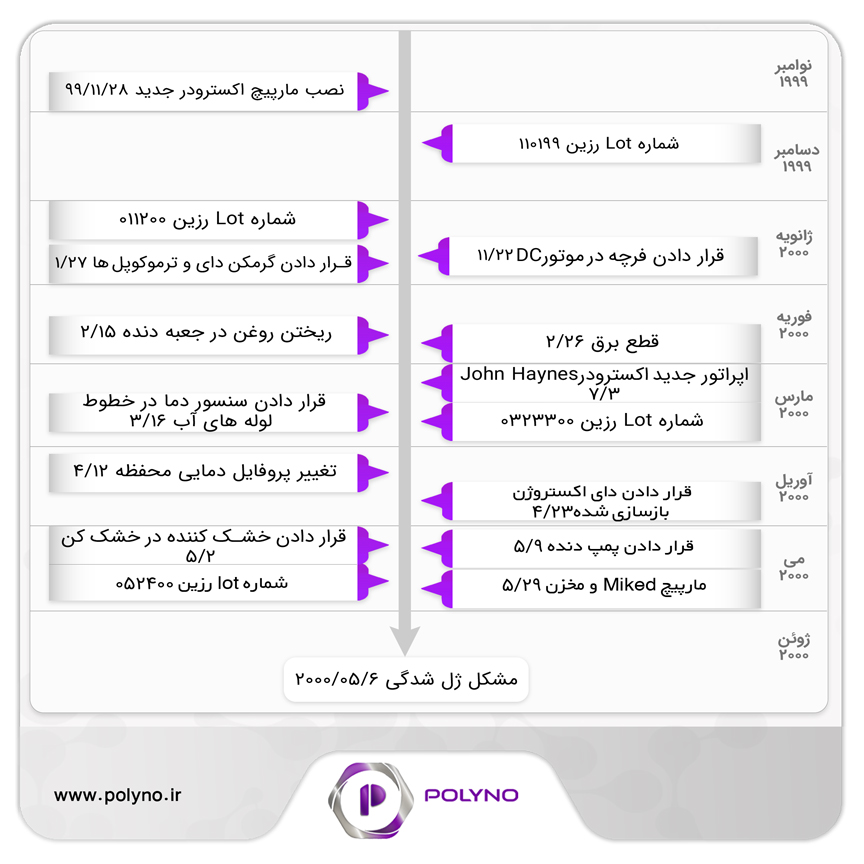
شکل زیر مثالی از یک نوار زمان که مرتبط با مشکل ژلینگی است را نشان میدهد. در ساخت نوار زمان، فرایندکار یا مسئول فنی باید از ثبت تمام وقایعی که ممکن است فرایند را تحت تاثیر قرار دهد مطمئن شود. مواردی مانند قطعی برق، نصب یک مارپیچ جدید یا تعمیر آن، یا بچ نامبر جدید یک رزین یا ماده اولیه لزوماً باید در لیست گنجانده شوند. موارد دیگری (مانند ساخت چیزی در محیط کار، تغییر شرایط جابجایی مواد، نگهداری سیستم آب، آموزش کارکنان و یا نوسانات برق) از اهمیت کمتری برخوردارند اما ممکن است فرایند را تحت تاثیر قرار دهند.
1 تشکیل گروه
اگر ابعاد مشکل ایجاد شده کوچک باشد، یک شخص نیز به تنهایی میتواند فرایند حل مسئله را به عهده گیرد و نیازی به تشکیل یک تیم نمیباشد. هر چند که در بسیاری از موارد، مشکلات ایجاد شده، گروهها و واحدهای مختلف را درگیر میکند و برای رفع آن به تخصصهای مختلفی نیاز است. در این گونه موارد، به تلاش تیمی نیاز داریم. مشکلات ایجاد شده در فرایند اکستروژن معمولاً نیاز به همکاری واحدهای کنترل کیفیت مواد، خرید، تعمیر و نگهداری، مهندسی و یا سایر واحدها دارد.
1-2 شرایط دستگاه
وقتی مشکلی در اکسترودر ایجاد میشود، در دست داشتن اطلاعات درست و کامل از شرایط دستگاه بسیار مهم است. اکسترودر باید به خوبی نگهداری شود، و سوابق این نگهداریها برای ارزیابی قسمتهای مختلف ماشین باید در اختیار سرپرست قرار گیرد. به منظور اطمینان از عملکرد صحیح ماشین، نحوه نگهداری ارائه شده توسط سازندهی دستگاه همواره باید اجرا گردد.
سیلندر و مارپیچ در گذر زمان ساییده میشوند. سرعت سایش به عوامل زیادی بستگی دارد. مارپیچهای یک اکسترودر میتوانند از چند هفته تا چند سال عمر کنند. برای پیش بینی طول عمر سیلندر و مارپیچ باید قطر داخلی (ID) سیلندر و قطر خارجی (OD) مارپیچ بر اساس یک برنامهی مدون، حداقل یک بار در سال، اندازهگیری شوند. با کنترل این اندازهها، زمان تعویض سیلندر و مارپیچ قابل پیشبینی است که در نهایت به جلوگیری از اتفاقات ناخواسته و کاهش مشکلات کمک میکند.
1-3 اطلاعات درباره خوراک
همان قدر که عملکرد یک اکسترودر به خصوصیات ماشین وابسته است، به ویژگیها و کیفیت مواد ورودی نیز وابسته است. ویژگیهای اثر گذار مواد بر فرایند شامل خواص تودهای جریان، خواص جریان مذاب و خواص حرارتی میشود.
· خواص تودهای جریان: دانسیته تودهای، تراکم پذیری، اندازه ذرات، شکل ذرات، ضرایب اصطکاک داخلی و خارجی و میزان تمایل مواد به تشکیل کلوخه.
· خواص جریان مذاب: ویسکوزیته برشی و کششی به صورت تابعی از سرعت برشی و دما. شاخص جریان مذاب که معمولاً گرفته میشود فقط اطلاعات محدودی در مورد ویسکوزیته مذاب میدهد که البته این مورد نیز درباره پیویسی به کار نمیآید.
· خواص حرارتی: حرارت ویژه، دمای انتقال شیشهای، نقطه ذوب کریستالها (از آنجایی که پیویسی یک پلیمر آمورف است، فاقد کریستال میباشد بنابراین نقطه ذوب برای پیویسی مفهومی ندارد.)، گرمای نهان پخت، هدایت حرارتی، دانسیته، دمای تخریب، و زمان القا به صورت تابعی از دما. با توجه به حساس بودن پلیمر پیویسی نسبت به تخریب کیفیت و ویژگیهای استابیلایزر نیز اهیمت بسیاری دارد.
به طور کلی، دادهها و خواص مواد پلیمری همواره تابعی از دما و فشار هستند. همچنین ممکن است تابعی از زبری سطح، سرعت حرکت مواد، توزیع اندازه ذرات، سرعت برشی و زمان نیز باشند. در حقیقت، خواص حرارتی پلیمرها به شدت به ساختار بلورینگی پلیمر شامل آمورف، بلورینه و نیمه بلورینه وابسته است.
اگر تغییر در مواد یک یا چند ویژگی آمیزه را تغییر دهد، ممکن است باعث ایجاد مشکل در فرایند شود. در این صورت، مسئول فرایند عیبیابی نخست باید سوابق QC مواد ورودی را به منظور هرگونه تغییر خواص مورد بررسی قرار دهد. متاسفانه در اکثر موارد، تستهای انجام شده روی مواد اولیه بسیار محدود هستند و مستقیماً در خط تولید استفاده میشوند. بنابراین برای عیبیابی و خسارت کمتر یک واحد تولیدی نیازمند واحد آزمایشگاهی است که بتواند مواد اولیه را نیز بررسی کند.
متاسفانه بسیاری از روشهای کنترل کیفی مواد اولیه نیازمند هزینه بسیار است و بعضی از خواص را نیز به راحتی نمیتوان اندازهگیری کرد. به عبارت دیگر برای تمام واحدهای تولید کننده بررسی تمام ویژگیهای مواد امکان پذیر نمیباشد. حتی اگر بتوان تمامی تستهای لازم را انجام داد، باز هم نمیتوان مطمئن شد مشکل بیارتباط به مواد اولیه است، زیرا اکثر تستها تنها روی مقدار کمی از مواد (حدود 10 گرم) انجام میشود در حالیکه خروجی بیشتر اکسترودرها بین چند صد تا چند هزار کیلوگرم بر ساعت است.
یک روش عملی برای شناسایی مشکلات مرتبط با مواد، اکسترود کردن موادی است که از قبل موجود است. در صورت برطرف شدن مشکل، احتمال قوی بر مسئلهدار بودن مواد است. بنابراین همواره تلاش کنید بخشی از مواد قبلی را نگهدارید. اگر مشکل از مواد باشد، دو راه حل وجود دارد. ساده ترین راه این است که تغییرات مواد را به حالت اول بازگردانید. به عبارت دیگر تمام تغییراتی که مرتبط با مواد است را حذف نمایید، اگر مشکل مربوط به مواد باشد باید مرتفع شود هر چند در برخی موارد دیگر امکان تغییر مواد وجود ندارد. راه دوم برای حالتی است که تغییرات مواد دائمی است، در این صورت فرایند اکستروژن باید مجدداً و با توجه به مواد جدید تنظیم شود.
1-4 روش های حل مسئله
وقتی یک مشکل پیچیده ایجاد میشود ممکن است دلایل بسیار زیادی داشته باشد که در اثر وجود آنها مشکل ایجاد شده باشد. برای شناسایی این دلایل از نمودارهای علت-معلول استفاده میشود که انواع مختلفی مانند نمودارهای استخوان ماهی (fishbone)، دیاگرام ایشیکاوا (Ishikawa)، دیاگرام درختی مشکل (problem tree diagram)، چک لیستهای مشکل(problem check list)، نقشههای ذهنی (mind maps)، نقشههای مفهومی (concept maps) و ... دارد.
نمودار استخوان ماهی که در سال 1943 توسط یک پروفسور ژاپنی به نام Kaora Ishikawa معرفی شد، از یک محور (استخوان اصلی ماهی) تشکیل شده و دلایل احتمالی (تیغ ماهی) با فلش به محور اصلی متصل میشوند. با کامل شدن نمودار مشخص میشود که علل بالقوه مشکل چه مواردی هستند و احتمال کدامیک بیشتر است.
دیاگرام درختی مشکل راهی است برای به تصویر کشیدن روابط علت و معلولی البته با توجه به یک مشکل فنی مشخص. در این مدل نمایش دلایل در سطوح پایینتر و اثرات آنها در سطوح بالاتر نمایش داده میشوند. دیاگرام درختی مشکل، امکان سازماندهی مشکلات و ایجاد نظمی منطقی میان آنها را فراهم میکند ک در نهایت منجر به تصمیم گیری عقلانیتر و تشخیص راهحلهای فنی با هزینه مناسب میشود.
تهیه چک لیست روشی بسیار معمول و ساده است که برای اکثر سیستمها، پروژهها و مشکلات قابل استفاده است. چک لسیتی از یک سری فعالیتهایی تشکیل شده که یا باید انجام شوند، یا بررسی شوند. گاهاً شامل چندین موارد پیشنهادی نیز میشود. هدف از تهیه این چک لیست اطمینان از عدم فراموشی چند صد کار است. به طور کلی در صنعت پلاستیک، از چک لیستها برای بررسی کامل فرایند، جلوگیری از بوجود آمدن خطا یا مشکل، تضمین کیفیت محصول و عیبیابی فنی استفاده میشود.
نقشه ذهنی نیز روش سودمند در عیبیابی است که در سال 1970 توسط Tony Buzan ارائه شده است. در این روش از تصاویر و یا عبارات برای سازماندهی و توسعهی غیر خطی افکار استفاده میشود. اجزای نقشه ذهنی بر اساس اهمیت ایده و یا وظیفه به صورت شهودی تنظیم میشوند. این نقشه امکان ایجاد ارتباط بین مواردی که به ظاهر بی ارتباط هستند را فراهم میکند. به عبارت دیگر این روش امکان مشاهده مشکل و راهحلهای آن را فراهم میکند.
نقشه مفهومی نموداری است گرافیکی که روابط میان مفاهیم مختلف را قابل مشاهده میکند. مفاهیم مختلف به صورت باکسهای مختلف تعریف میشوند و بر اساس روابط علمی تعریف شده توسط فلش به یکدیگر مرتبط میشوند. تصویر زیر یک نقشه مفهومی را برای مشکل سفیدشدگی محصول نشان میدهد.